
Gas action, molten metal and arc welding
In the world of welding and its instruments, there are a lot of rules: mathematics, chemistry, physics, just to tease me, one rule jumped out at me ... and yes, in the world of welding and its instruments, there are a lot of rules: mathematics, chemistry, physics, just to tease me, one rule jumped in my face the name of this rule: the Klechkowsi rule in France, but other welders call this rule the Madelung rule A link to the definition of this rule.
What are the gases used in welding?
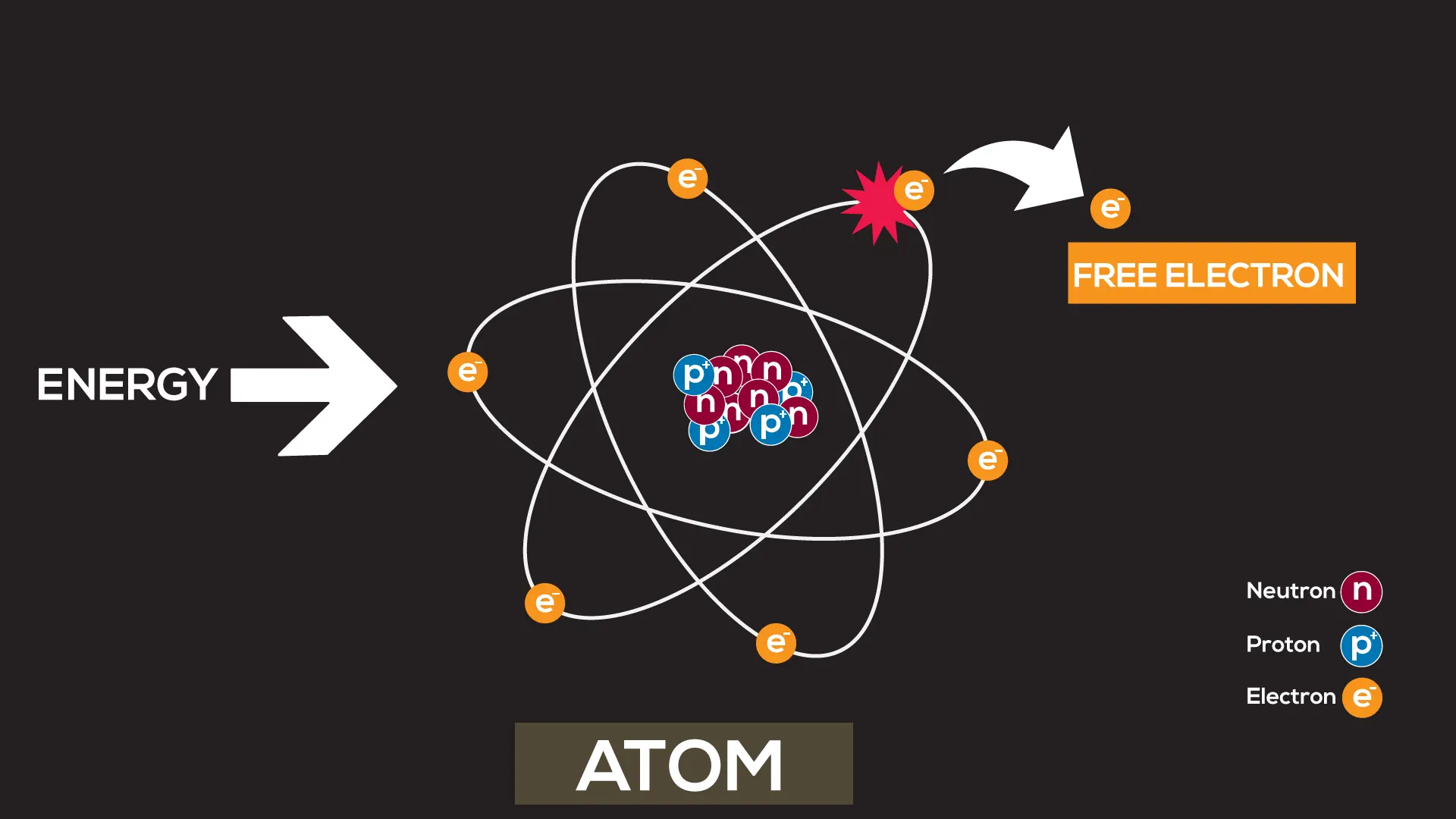
Each has one or more effects on the energy supply, the chemical composition of our molten bath, its behaviour. It also interacts with the chemical and metallurgical composition, it provides atmospheric protection, prevents the entry of hydrogen into our molten bath by ionisation. However, not all gases are compatible with all processes and in some cases they can only be used for one process. They can be used in mixtures (binary, ternary, quaternary). They will sometimes be the cause of defects, and sometimes also the cause of the non-use of a process. On the description, links to find these gases : Crylene is a combustible gas. It is a mixture of acetylene and olefins. Its flame temperature is 2960°C, its density in relation to air is 0.97 and its weight per m3 at room temperature is 1.21 kg. Crylene is a colourless, non-toxic gas with a characteristic odour. It is packaged in bulk and liquid in cryogenic evaporators. The consumption ratio of crylene is 1.6 to 2.2. Here again, there are basic safety rules to be observed when maintaining pressure gauges or storing cylinders. Or for pipes or hoses. One very important rule is: do not use copper with acetylene: risk of acetylide formation. Some acetylides are explosive and their accidental formation is a major safety risk when processing and storing acetylene. There will also be a lot of data on the Air Liquide site for example, talking about these gases, the price, the packaging, etc. The earth's atmosphere is composed of 21% oxygen, 78% nitrogen and 1% so-called rare gases (Argon, Helium, Hydrogen, etc.). When we weld, we want to avoid pollution of our molten bath by oxidation due to oxygen. Blowing mainly due to hydrogen, or the appearance of nitrides due to nitrogen (Fe4N = iron nitride). Therefore, the protection of our melt against oxidation and the protection of our electrode, Refractory or fusible, will be provided either by a gas, a liquid, a flux, or by the creation of an atmospheric vacuum (widely used for plasma welding). The use of a gas, as I said, has several objectives in addition to the protection of the weld pool. Used pure or in mixtures, gases can also improve the deposition rate (for the productivity of certain MAG processes, for example). But you are talking about the coated electrode? For electrode welding, it will simply be the composition of its coating (and the rod) that will create a protective atmosphere around the weld pool, As well as the deposited slag (we will come back to this later when we talk about this process). " Constituents with specific properties. The effectiveness of protective gases depends on their composition. Knowing the mode of action of each of the constituents and obtaining the optimum mixture: this is the secret of perfect welding". And yes, of course, we will tell what the effects of these gases will be.
All welding gases in detail
1 - Inert gases
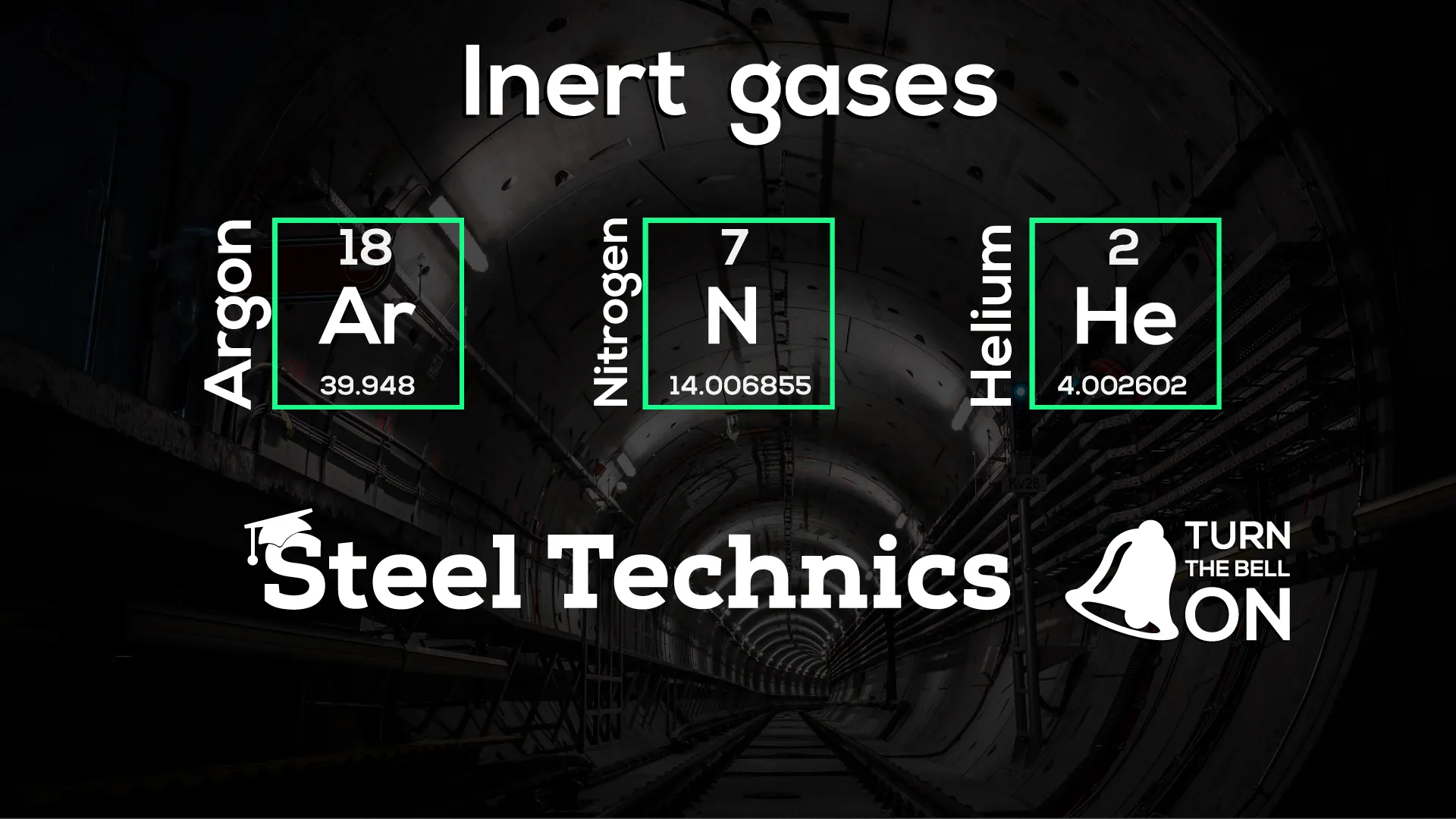
Thus, the different gases used in TIG / MIG / MAG welding, (let's not forget that we also use GAS for the 311 process (oxyacetylene)), will be used according to their chemical properties and mixtures in order to add some properties that we cannot obtain using pure gas. ARGON : its use will be on TIG, plasma, plasma cutting, laser. It is obtained by air distillation. It is the basis of most MAG gas mixtures. In MIG, it can lead to an erratic arc (From the Latin erraticus: wanderer, vagabond. Not fixed). Its role and characteristics in the welding process : - Low ionisation potential, therefore easy to prime. In TIG, we obtain a very good wetting, a very good penetration, a stable arc, a good welding speed. On MIG, on unalloyed and low-alloyed steels, argon can lead to an erratic arc; the penetration will be pointed in the form of a thimble or there is a risk of porosity at the root, sticking and problems of interpenetration between passes. Argon will be used on all metals. However, it has some disadvantages, such as the risk of blisters at the foot of the rope and it is an asphyxiating gas which can replace oxygen, it is inert, non-flammable and non-toxic. It is packaged in bottles, in pallets of bottles or in bulk via cryogenic evaporators. In the TIG or MIG process, gas mixtures will give better results in terms of wetting, penetration, welding speed or splashing. NITROGEN: N2 Obtained by air distillation, it is a chemically non-reactive gas. It is mainly used as a protection against AUSTENTIQUE STAINLESS STEEL metals, which is its only advantage, as it can allow the appearance of iron nitrides (Fe4N,) on other metals, which is in fact also its biggest defect, as it deteriorates the mechanical properties of ferritic steels. It will also be used for laser cutting. It is an inert gas that does not sustain life!!! Non-toxic. It is packaged in bottles, in bulk. HELIUM: He It is obtained from natural gas deposits where it is present in low grades (hence its very high price). It will be used for TIG, MIG and MAG welding. It provides a more energetic electric arc, better penetration, better wetting and increased welding speed. There is also greater penetration at the root, better compactness, better interpenetration between passes. The disadvantages are that because of its low density, we are obliged to use higher flow rates, and it has a high ionisation potential, so the arc is more difficult to reach. Its arc is energetic in the MIG process. In pure gas, it generates an unstable arc. It is inert, non-flammable, non-toxic and does not support life. It is packaged in bottles and bottle frame.
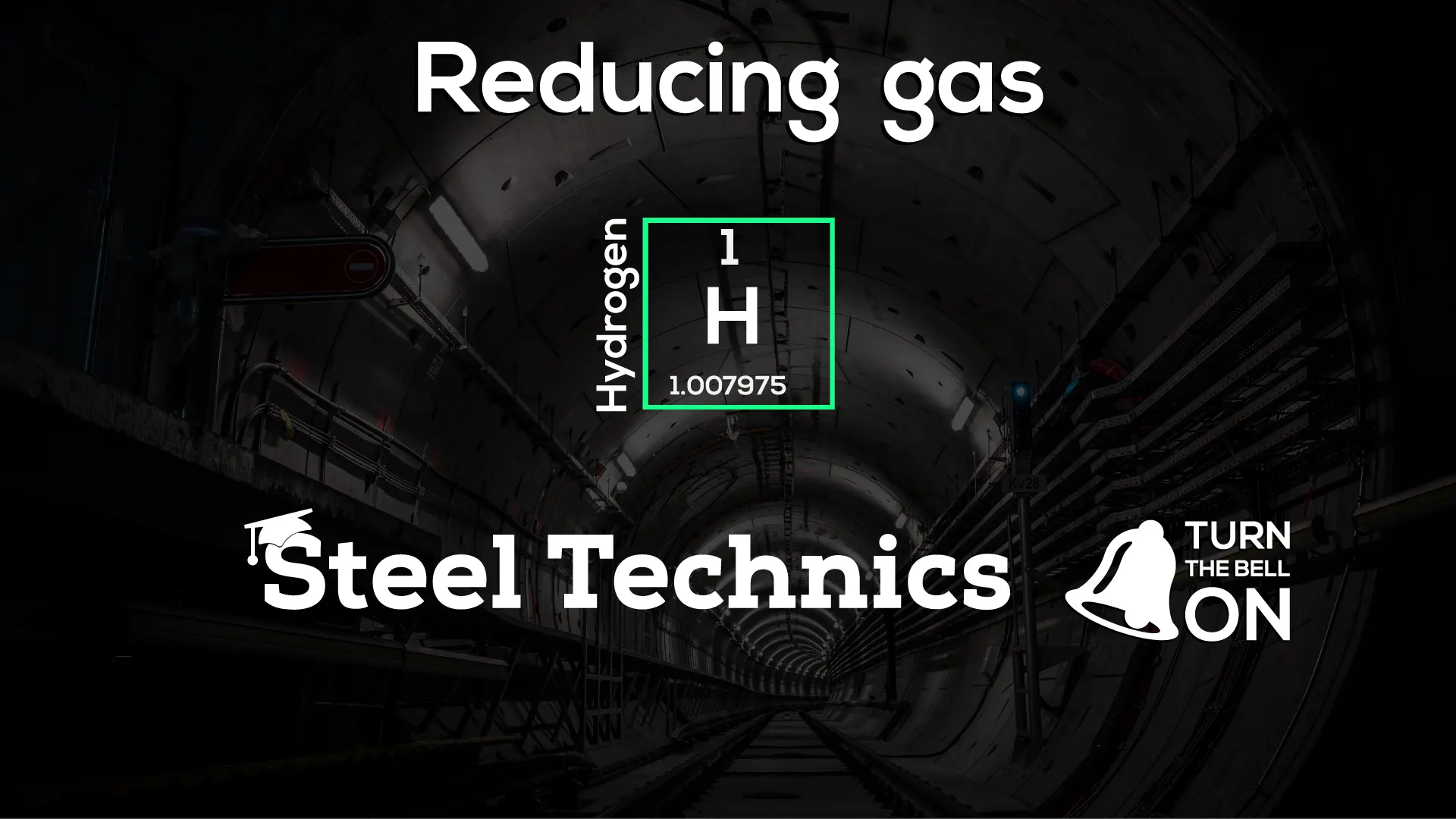
2 - Reducing gas
Here a list of gas.
HYDROGEN: H2 Its origin will be petrochemicals. It is a reducing gas used only in mixture with argon or argon and helium. For TIG, MIG, Plasma (cutting and projection) Its advantages are that in combination with argon it gives a more energetic arc and reduces oxides : Increased performance (penetration, welding speed) Glossy cord and beautiful appearance. Disadvantages : blowholes in multi-pass welding Risks of embrittlement of non- and low-alloy steels Highly flammable Non-toxic, but does not sustain life !!! It is packaged in bottles and on bottle frame.
3 - Oxidizing gases
Oxygen: O2 Oxygen is obtained by air distillation, it is an oxidant used in cutting (oxycutting), MAG, Plasma and Laser. It is used as a mixture added to the Argon in the MAG, it stabilizes the arc by the formation of emissive oxides on the surface of the part, it favours axial pulverization, increases the fluidity of the bath, improves wetting, the penetration will be sharp, not very good for welding in all positions. It will be used for welding in flat position. Its disadvantages are the risk of root porosity, the risk of sticking and problems of interpenetration between passes. It will increase the form of penetration of the fingers of the glove, the risk of blows at the foot of the bead and the risk of sticking at the inner corner. Spontaneously ignites fats and oils !!! It is an energetic oxidant. It is packaged in bottles, bottle frames, and in bulk by cryogenic evaporator. Carbon dioxide: CO2 High temperature oxidant (CO2 -> CO + 1/2 O2) Obtained by chemical synthesis or by underground deposits. Used in MAG, either pure or as a mixture. It allows the stabilization of the arc by the formation of emissive oxides on the surface of the bath, it increases the viscosity of the bath and thus improves the work in position, better compactness, better interpenetration between the passes because the penetration is wider. Disadvantages : less good wetting, does not allow axial spray welding if used in its pure state because blow holes are obtained, wetting is medium so there is a risk of fatigue cracking, risk of an increase in the carbon content in the molten zone (limitation of CO2 for austenitic steels) and oxidation of the deposited metal. It is non-flammable. It impairs alertness and breathing from 2% and is not vital. Packaged in bottles, frames and bulk liquid in cooled tanks.