
The weld seam in a nutshell
The rate of cooling at a nearby point that has reached a temperature peak can significantly influence the metallurgical structure, The properties and even the strength of the welded joint. The metallurgical structures produced by the temperature peaks reached and the associated cooling rates, particularly on materials with solid-state transformation points, are specific to welding and are hardly ever encountered, for example, by steelworkers and foundry workers. The calculation and comparison of cooling rates requires specification of the conditions under which they are to be achieved. The most practical method is to establish the cooling rate in the axis of the molten metal as soon as the metal reaches a critical temperature. At a temperature well above the melting temperature, the cooling rate of the weld and the area affected by the underlying heat (area under the bead) is practically independent of position. In the case of carbon and low-alloy steels, the most relevant critical temperature is that corresponding to the pearlitic transformation nose of the isomethermal transformation diagram.
The differents areas of the welded joint
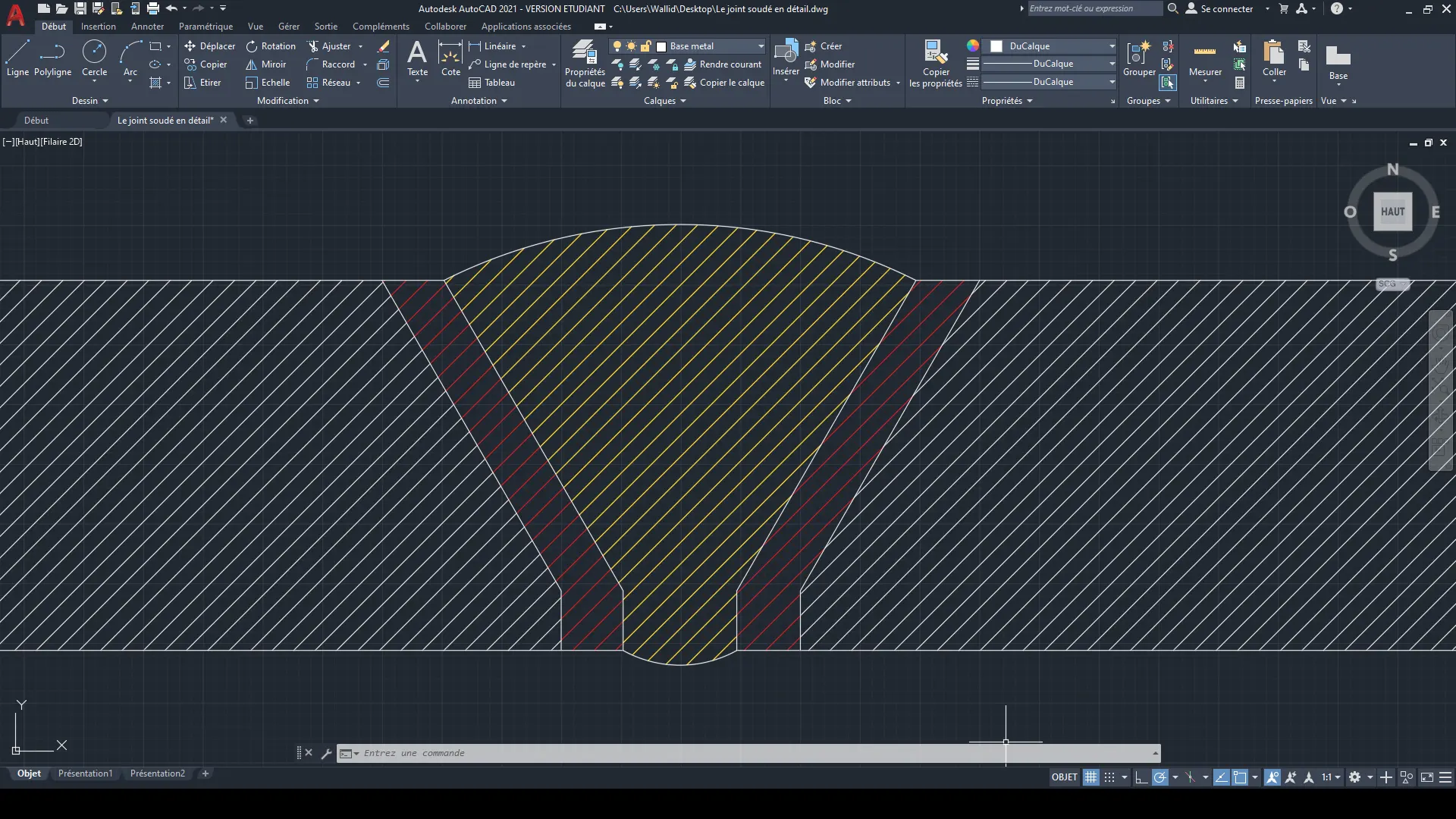
On the macrography of a cross section of a welded joint, the following areas are distinguished: On yellow, Weld face On red, HAZ, heat affected zone Between HAZ and Weld face, fusion line On white base metal
1 - Weld zone
This is the area during the welding operation where the liquid state has been obtained whether or not there has been metal input.2 - fusion line
This is the boundary between molten metal and unmelted parent metal3 - Heat affected zone
It concerns the base metal which has not melted but which has undergone structural (grain size) or physicochemical (nature and proportions of the constituents) modifications. For steels, the HAZ is the area of the base metal which has been austenitized during the welding cycle.4 - Base metal
The base metal is the area that has not been affected by the welding operation from the point of view of physico-chemical changes. On the other hand, this zone can be the seat of stresses and strains. This zone begins at the A1 isotherm for welding a standard sheet steel.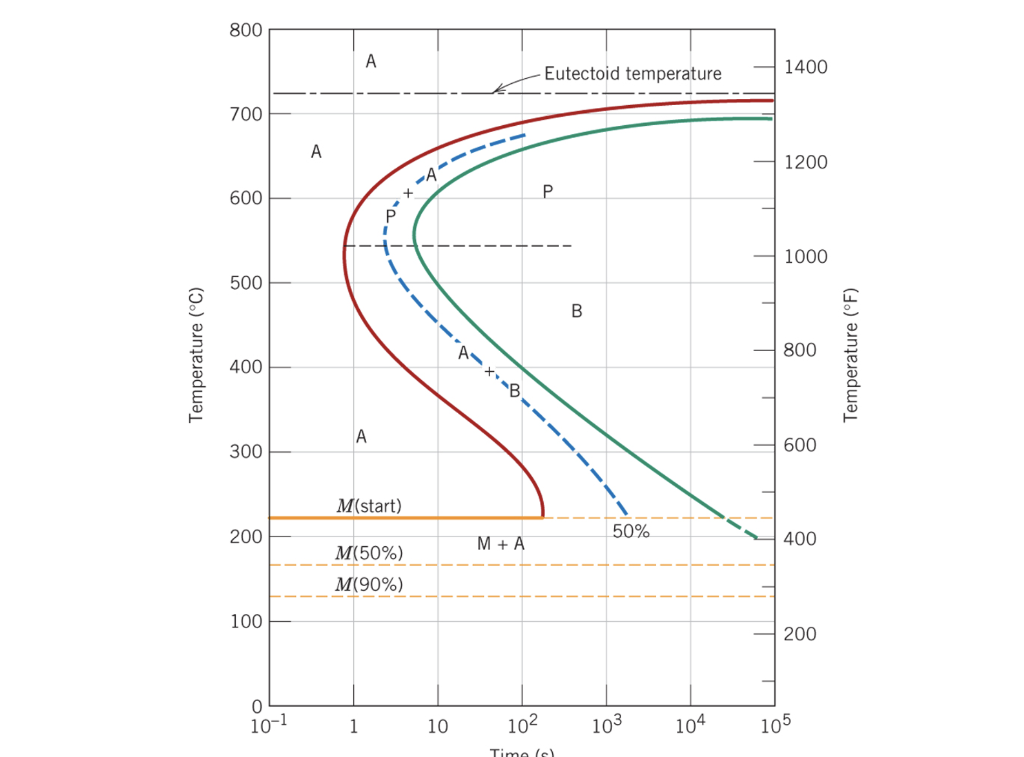
Fusion line
Before the part of weld face, we are going to talk about the fusion line. "The majority of metallurgical weldability problems relate to the constitution of the zone under the bead in which a real heat treatment takes place under special austenization conditions, at a temperature above 1200 ° and for a very short time." The structures obtained in this area can be described using Isothermal transformation diagram On another post i would talk and explain how to use this diagram. Depending on the temperature reached and the holding time, a phenomenon of volatilization occurs which leads to the loss of chemical elements which pass to the vapor state. But not all the elements react in the same way to this phenomenon. Some will be more sensitive than others, which will explain why in our input metals we will try to compensate for the loss of these elements. for example manganese in coated electrodes… Our melted zone will have reactions or interactions with its environment during the process.
Gas used
When the gas is active (oxidizer for oxygen, for example in GMAW (process 135), for operational reasons, carbon dioxyde will lead to carburization and oxidation of weld, etc.). There will be a change in the chemical composition of the bath.The Weld slag
The slag will participate directly chemically in the development of the weld face, it can also bring alloying elements into the molten bath, such as iron powders improving the deposition rate of coated electrodes in stick welding. Other slags deposit a high alloy steel of the stainless type while their electrode core is unalloyed steel.Base metal
The base metal also according to the process used will participate to dilution rate. for example in welding without filler metal the dilution will be 100% while for brazing (process 311) it will be 0%) The dilution will be influenced by the process used, the preparation, the welding parameters, the position and the regularity of the metal. We generally adopt the following values: (We often argue over numbers in metallurgy. Some have an optimistic view and others less so. I will therefore give you the figures that I have in my possession) Here is a little table I made for this episode with the theoretical dilution rates.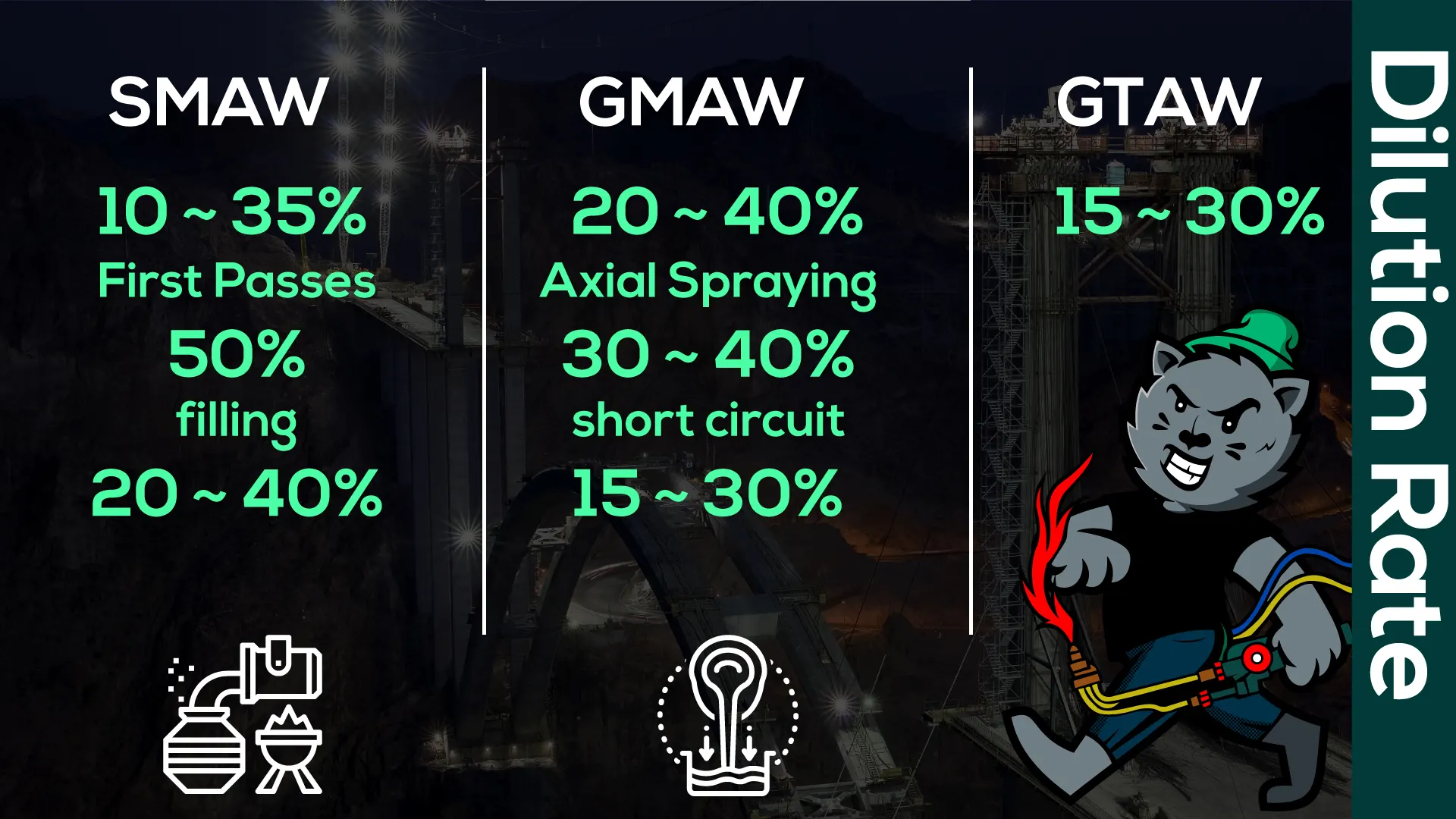
the most volatile elements will be in order of magnitude
1) Mn : Manganèse 2) Cr : Chromium 3) Fe : Fer 4) Ni : Nickel It is therefore easy to understand that the welding process directly conditions the properties of the welded side, just as much as the HAZ. What happens during welding? During welding, the molten zone is found in a LIQUID state, the whole structure has disappeared, it is during solidification that the grains are reconstituted by passing from the cold part to the hot part (this time again following the thermal flux). That is to say, it starts from the melting line and ends at the last point of impact of the heat source in the centre of the bead. Grain growth will take root in the HAZ to the right of the melting line. It is easy to imagine that weld grain growth will depend on the size of the HAZ grains. In addition, the weld grains will be oriented perpendicular to the solidification waves following the direction of the weld. Now imagine that the welding is carried out in several passes. This would result in local heating of the previously deposited metal. This will result in local heat treatments which will be accompanied by austenitisation, the effect of which is to form fine, non-oriented grains since these will no longer come directly from solidification but from a solid state heat treatment. The phenomenon thus produced is called regeneration and will have a beneficial effect on the resilience of the weld. To explain a little more simply : some processes allow the welded joint to be "annealed", to superimpose several small passes and to carry out a heat treatment after a light grinding, resulting in an overlap pass and a complete grinding. (the joint theory which does not exist) To make it even simpler, during the 1st passage, we will have basaltic grains, during the 2nd passage, the grains of the 1st passage will be equiaxed while the grains of the 2nd passage will be basaltic. During the 3rd pass, the grains of the 2nd pass will be equiaxed. Certain procedures specify whether an annealing or normalizing heat treatment is required, as well as the respect of a minimum temperature between passes. The objective is always to avoid cold and hot cracking. (we will come back to this later)